

弹簧钢丝在线涡流检测系统





弹簧钢丝在线穿过式涡流自动检测系统
第一部分:项目概述及技术参数
1.项目概述
1.1浙江富淳弹簧有限公司生产合弹簧钢丝,在现场配置在线涡流自动化探伤检测系统。

1.1检测工件信息:
| 检测对象名称 | 弹簧钢丝 |
| 材料 | 铁磁性材料等金属材料 |
| 尺寸规格 | Φ8-16mm(此范围内定制4套探头/导套) |
| 焊缝宽度 | 无 |
| 长度 | 盘料 |
| 弯曲度 | 1.5mm/m(检测工位处) |
| 粗糙度 | 外圆面(端头有倒角无外凸毛刺)≤3.2,无氧化皮 |
| 硬度 | 较硬 |
| 检测速度 | 推荐穿过式速度≤100m/min可调(仪器可检测速度3-600m/min) |
| 检测部位温度 | ≤80℃ |
| 检测执行标准 | ||
| 标准编号 | 标准名称 | 等级 |
| GB/T 11260-2008 | 圆钢涡流探伤方法(穿过式) | 2级 |
| YB/T 4083-2011 | 自动化探伤系统综合性能检测方法 | / |
系统名称:弹簧钢丝在线涡流自动化检测系统
检测方式:双通道穿过式检测(绝对+差动)(本系统可检测圆形弹簧钢丝、扁形弹簧钢丝,只需根据规格更换探头传感器)
控制模式:自动+手动
仪器及探头:涡流仪器:公司自主研发的双通道数字高智能涡流探伤仪及探头。
检测平台:自主研发的核心检测平台。
检测操作简述:根据检测要求调整好探伤仪技术参数、检测标准样件;
根据工件规格调整探头及探头位置;
探伤系统检测工件、报警、打标;
过程可停机修磨弹簧钢丝
探伤主机做好数据记录、存储、分析等工作;
自动生成探伤报告。
1.4重要的系统性能参数:
| 序号 | 名称 | 技术参数 | 备注 |
| 1 | 端头盲区 | ≤100mm | 取决于测试速度 |
| 2 | 稳定性 | 8小时后£2dB | 测试标样 |
| 3 | 喷标精度 | ±50mm | 测试标样 |
| 4 | 漏报率 | 0% | 测试标样 |
| 5 | 误报率 | ≤2% | 测试标样 |
| 6 | 检测速度 | 推荐穿过式速度≤100m/min可调(仪器可检测速度3-600m/min), | 测试标样 |
2.1穿过式涡流检测原理:
涡流检测是把导体接近通有交流电的线圈(简称探头),由线圈建立交变磁场,该交变磁场通过导体,并与之发生电磁感应作用,在导体内建立涡流。导体中的涡流也会产生自己的磁场,涡流磁场的作用也会改变原磁场的强弱,进而导致线圈电压和阻抗的变化。因此当导体表面或近表面出现缺陷或测量的金属材料发生变化时,将影响到涡流的强度和分布,涡流的变化又引起了检测线圈电压和阻抗的变化,根据这一变化,就可以间接地知道导体内缺陷的存在及金属材料的性能是否有变化。

第三部分:检测系统描述及配置
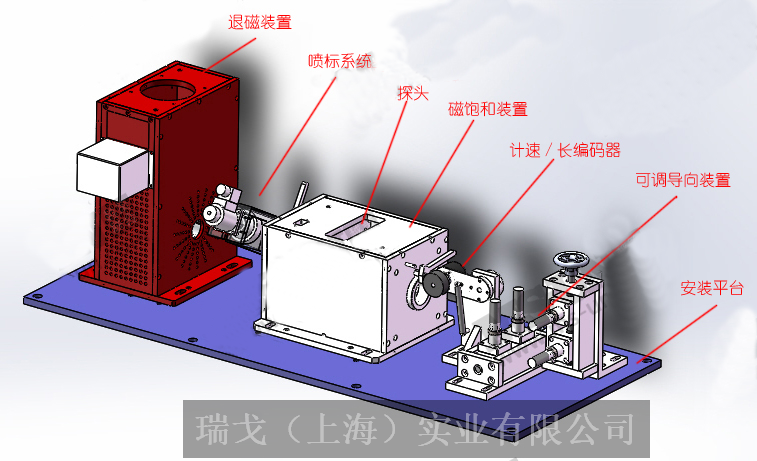
3.1系统总体描述
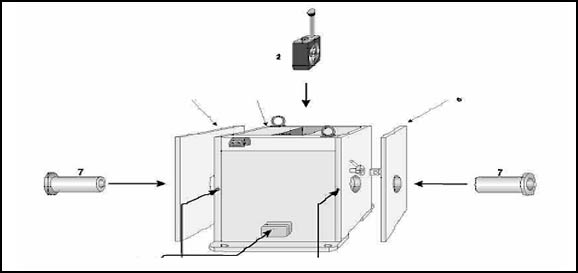
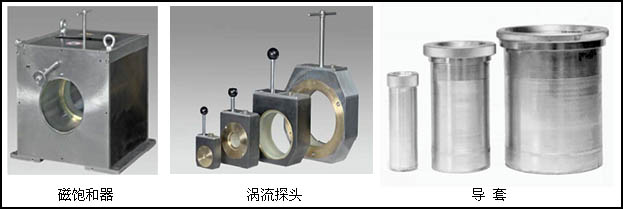
整套在线系统包括:智能数字双通道探伤仪、定制检测平台(本项目含磁饱和及退磁装置)、穿过式检测部分装置、探头、报警系统、打标系统、定制正版检测软件、自动化模块。

3.2系统工作流程
本项目根据检测要求调整好探伤仪技术参数、检测标准样件→工件通过前后夹持机构匀速进入→检测探头自动进行检测→检测完毕后→当系统检测到工件缺陷时自动报警、打标在缺陷处→在检测过程可信号输出给生产机构停机修磨→探伤主机做好数据记录、存储、分析等工作。可以实现100%覆盖检测。并可对当班检测情况自动生成检测报告:检测批次、数量、良品/废品率等等。
3.3仪器、软件、探头配置
3.3.1涡流探伤仪
3.3.1.1双通道涡流检测仪概述(决定检测效果的核心技术)
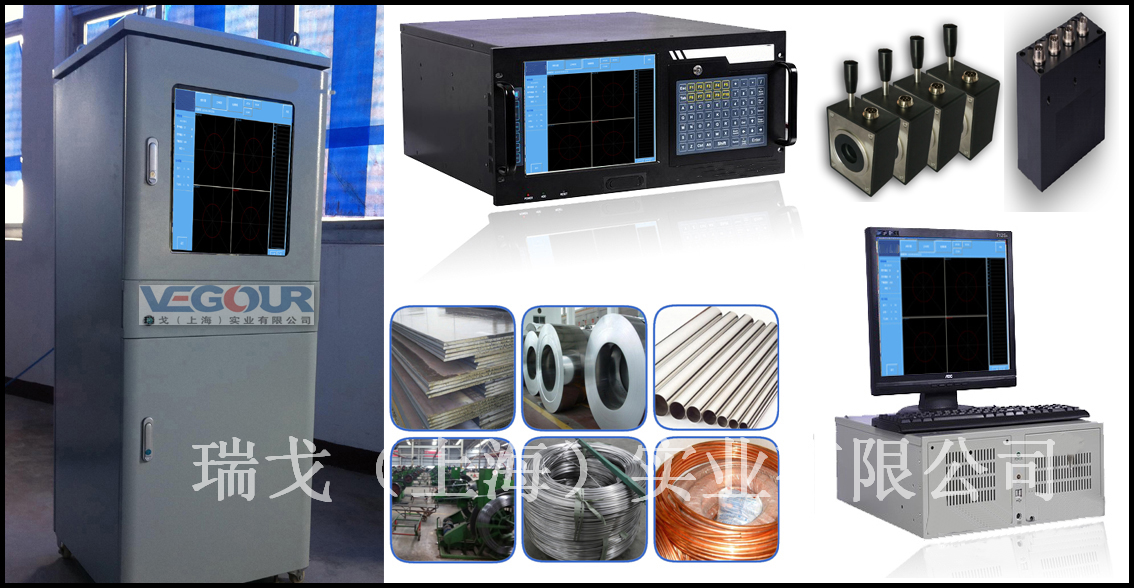
智能数字涡流探伤仪(HET02)是采用大规模进口集成电路,结合最先进的涡流技术、光电技术、微机控制的全自动检测机器。配以精美设计的机械传动装置,形成完整的机电一体化系统,采用WINDOWS操作平台编写的软件使仪器使用更为简便、智能。仪器性能稳定、可靠,具有自动化程度高、检测速度快,专用于高速检测金属、管、线材的在线探伤的涡流检测设备。
HET02智能离线涡流探伤仪能够快速检测出各种不同材质的金属、管、线材的表面裂纹、暗缝、气孔、夹杂 和开口裂纹等缺陷具有很高的检测灵敏度。
HET02涡流探伤仪具有50Hz~10MHz 测试频率范围,能够适应各种不同金属道的检测要求,多种独特的报警模式,快速自动电子数字平衡,并且由于采用全数字化设计。因此,能够在仪器内建立标准检测程序,方便用户在改换不同规格的材料时调用。同时24小时实时保存检测数据,真正做到检测“有根有据”,确保复查“0”缺陷。
| HET02型仪器参数 |
| ◆ 检测通道:2 (可扩展多通道) ◆ 频率范围:50 Hz~10 MHz, 连续可调 ; ◆ 对缺陷部位能准确及时提供反馈信号,并进行喷墨打标,打标位置、长度等可调; ◆ 打标精度:≤±50mm; ◆ 增益范围:0.0~99.0 dB 连续可调, 步进: 0.1 ◆ 漏判率:≤0%,误判率(误将合格品判断为不合格品)≤1% ◆ 相位旋转:0~359°连续可调,步进: 1 ; 信噪比≥10dB ◆ 延时硬件输出报警、实时硬件输出报警,多种报警窗模式; ◆ 自动形成检测报告(包括检测数量、合格数和不合格数); ◆ 自动记录显示缺陷数及其位置; ◆ 电源: 180-240V(-20% ~ +20%)50HZ±10% 环境温度:-20—55℃;环境湿度:≤85% ◆ 每台探伤仪安装的平面为:550×1000mm2,信号线走向为侧壁、底部都可以, ◆ 增益比:(X/Y)0.1~10.0; ◆ 可调探头驱动(激励)等级:1~8 ; ◆ 快速数字/模拟电子平衡; ◆ 滤波系数:1-30000 ◆ 干扰系数:0-100 ◆ 具有端头、端尾信号切除功能; ◆ 消隐显示系数:1~400 ◆ 数字滤波:低通(0Hz~2000Hz)高通(0Hz~2000Hz);采用专业的“数字滤波”,有效抑制现场干扰信号,保证检测的准确性和稳定性, ◆ 稳定性:8小时≦2dB ◆ 非等幅、非对称相位报警区域设定; ◆ 多中显示方式:阻抗、时基; ◆ 声光报警输出; ◆ 具有延时、定长打标; ◆ 内、外时钟选择; ◆ 可大量存储各种检测程序和检测数据; ◆ 可涡流信号回放扩展功能,测量缺陷的幅值、相位、数字值; ◆ 显示方式:实线、消隐; ◆ 中英文操作语言、在线帮助; ◆ 直角坐标系与极坐标系背景选择; ◆ 自动日历、时间显示; |
仪器采用全数字化设计,内置电脑,无需繁多的控制旋钮拨盘开关,全部功能与操作由软件控制完成,因此,安装与调试十分简单。全部操作都在键盘上完成,并有中文屏幕说明和操作提示,因而,无需专门培训即能操作使用本仪器。
运行界面参考图如下图所示:
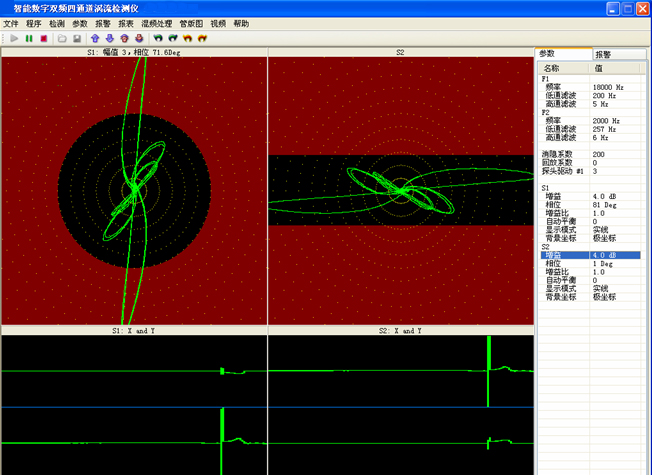
A扫——多通道
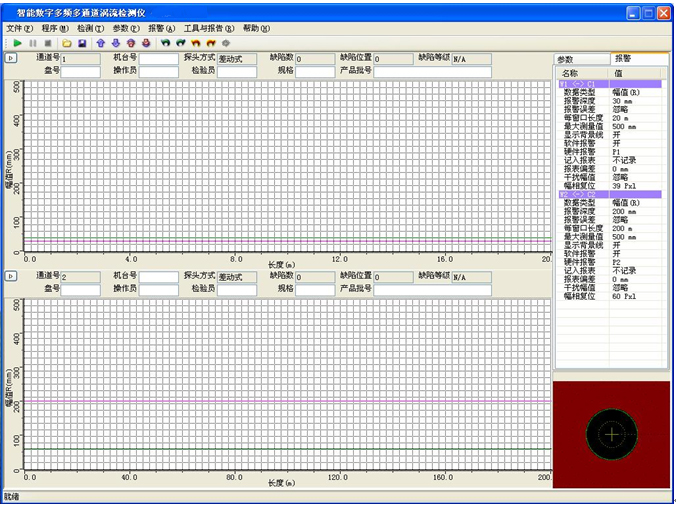
B扫描-多通道

检测报告设置
| 仪器部分功能 | |
| 数据保存 和查询 |
DAT文件包: 实时自动保存检测数据,用户可在任何时刻查看数据,可在办公室或者家里的电脑使用“回放”功能,检测检测结果,做到每个工件检测的情况有检测记录和对应检测结果情况。 |
| 报警 设置功能 |
可根据用户对缺陷大小或者验收标准不同而灵活调整,也可满足不同的检测径的钢而设置不同大小区域的报警方式。ET0x具有独特的“报警设置功能”,非等幅和相位报警,扇型和方窗等多种报警模式。 |
| 参数设置 | 可根据用户的需要,设置不同的通道检测参数,保存到仪器里面,随时可使用、查询。 |
| 报警输出 | 仪器可通过声、光报警,同时通过硬件I/O输出,连接机械自动化分选系统,达到全自动化检测的需求。 |
| 检测报告 | 仪器实时自动统计检测数量,合格数和不合格数,合格率,检测人员,检测日期,检测相关的参数。 |
3.3.2探头的布局及配置:
3.3.2.1涡流探头及探头组合设计
瑞戈公司根据客户的材料、规格、检测要求、精度、速度等参数量身定制涡流探头及导套。本项目采用穿过式双通道探头。
3.3.4机械系统
在线系统检测动力主要来自拉拔生产线,不需要机械机构。
3.3.5 电气控制系统
在线检测无需复杂的电气控制系统,可提供报警信号输出,客户可选择停机修理、调整模具等动作。
3.3.6报警、打标系统
在检测过程中,发现缺陷实现系统自动报警。仪器工作时,当检测到有报警缺陷时,仪器除了声音报警、屏幕显示报警和实时报警,实现生产、检测、分选自动化。报警的同时,采用自动延时打标方式,在缺陷处油墨标记。

3.3.7外部附件(声光报警器、编码器、接触传感器)
声光报警器与仪器实时报警输出端相连,接通电源。当探头经过缺陷,在显示屏上显示出缺陷同时,仪器输出信号给声光报警器,控制报警器内的继电器闭合,形成通路。产生报警。
第四部分:公共设施条件
| 序号 | 名称 | 内容 | 消耗量 |
| 1 | 电 | 控制电源:AC 220V±10%(如用DC24V则自供) (相对纯净) | 1KW/h |
| 2 | 压缩空气 | 无 | 无 |
| 3 | 厂房内温度 | 冬季最低温度:-10 ℃ 夏季最高温度:+ 50 ℃ |
|
| 4 | 震动 | 无 | 无 |
| 弹簧钢丝在线探伤系统HET-EC0202 | |||||
| 序号 | 系统/项目 | 设备/服务名称 | 规格/型号 | 数量 | 备注 |
| 1 | ET系统 | 智能数字双通道涡流探伤仪(包括触摸屏等标准附件) | ET02 | 1套 | |
| 探头/导套组合 | A02 | 4套 | 按需定制4套 | ||
| 检测平台(含磁饱和及退磁器) | 定制 | 1套 | |||
| 直流变压控制器 | RXN-603d | 1套 | 磁饱和使用 | ||
| 交流变压控制器 | TDGC2-3kva | 1套 | 退磁器使用 | ||
| 2 | 辅助系统 | 报警系统 | A0201 | 1套 | |
| 打标系统 | A0202 | 1套 | |||
| 自动化检测模块 | A0203 | 1套 | |||
| 网络机柜 | A0207 | 1套 | |||
| 3 | 检测软件 | 涡流检测软件(终身免费升级) | NDT-ET02 | 1套 | |
| 4 | 随机资料 | 相关图纸、资料、光盘等 | 标准 | 1套 | |
| 5 | 服务 | 运输至买方现场及运输保险 | 国内 | 1次 | |
| 安装、调试、培训 | 国内 | 1次 | |||
第六部分:验收内容
6.1买方提供3支合格的工件。直线度、粗糙度、材料性能、表面状态保证无缺陷无损伤。由买方负责刻伤。如买方有需要,卖方可协助买方进行刻伤。
6.2具体刻伤尺寸及验收内容按照以下标准进行:
| 检测执行标准 | ||
| 标准编号 | 标准名称 | 等级 |
| GB/T 11260-2008 | 圆钢涡流探伤方法(穿过式) | 2级 |
| YB/T 4083-2011 | 自动化探伤系统综合性能检测方法 | / |
每个规格通过100次检测。检测结果符GB/T 11260-2008,具体验收方式在今后的技术协议中详细描述。周向灵敏度:≤4db 信噪比:10dB 喷标精度:100mm,稳定性 4小时后2dB 各项指标达标后,则验收为合格。
第七部分:设计和制造的卖方标准
7.1机械设备、气动及电气系统符合中华人民共和国的GB 标准和JB标准;进口的气动及电气元件应符合CE 或其他相应的国际标准,并符合IEC安全规范;所有零部件和各种仪表的计量单位全部采用国际单位(SI)标准。(必要时)
7.2仪器仪表设计生产符合使用强制性标准条文(必要时)。
7.3产品包装运输采用包装设计、生产、制造和检验包装产品质量的技术依据按GB1.7《标准化工作导则产品包装标准的编写规定》第3章的规定施行。(必要时)
7.4产品所有器件严格按高低压测试标准进行检验,和安全性测试。(必要时)
7.5整机按涡流探伤方法法中规定的技术性能指标进行检验测试。(必要时)
7.6机械、电气按机械安全标准汇编,充分考虑人员的安全性和环境合格标准。
7.7提供产品检测报告。(必要时)
7.8每一道生产环节都可追溯。
7.9应该按ISO9000标准生产、控制质量。
第八部分:质量保证、售后服务、培训
8.1 质量保证
质量保证期为验收合格后一年,从最终验收签字之日起计算。
8.2售后服务
8.2.1卖方保证在一般情况下,在收到用户的售后服务要求(附设无故障描述)的通知后,在24小时内通过电话、传真或e-mail做出答复、诊断、排除设备所出现的故障。
8.2.2质保期内售后服务由卖方免费负责。在保修期内制造厂商应在接到用户通知的8小时内做出响应,5个工作日修复或更换有故障的零部件设备以保证恢复正常运行。
8.2.3正常使用,经本公司售后服务部技术人员确认属工艺或材质缺陷引起的故障,且未经拆修,仪器自验收合格之日起保修1年。
8.2.4产品终身维修。(客户必须有填写详细、真实的有效购买凭证,发票和保修卡等)
8.2.5终身免费提供软件系统升级.
8.3.员工培训承诺
乙方将为甲方的技术人员进行培训,即:基本的检测原理、操作流程、设备维护等。通过这些培训,确保甲方技术人员能全面深入地掌握乙方所提供设备的基本原理和调试方法,具备使用、维护、操作及故障处理的能力,并同时具备根据工艺和设备的要求,对有关进行维护的能力。
| 序号 | 培训名称 | 培训方式 | 时间 约为 |
人数 (客户可自定) |
地点 |
| 1 | 仪器参数调节及操作 | 项目现场 | 0.5h | 3-5人 | 买方或卖方工厂 |
| 2 | 无损检测原理及其调试大纲 | PPT或者 现场 |
1.0h | 3-5人 | 买方或卖方工厂 |
| 3 | 设备维护保养、安全知识 | PPT或者 现场 |
0.5h | 3-5人 | 买方或卖方工厂 |